真空烘烤单体炉系列

工艺流程图
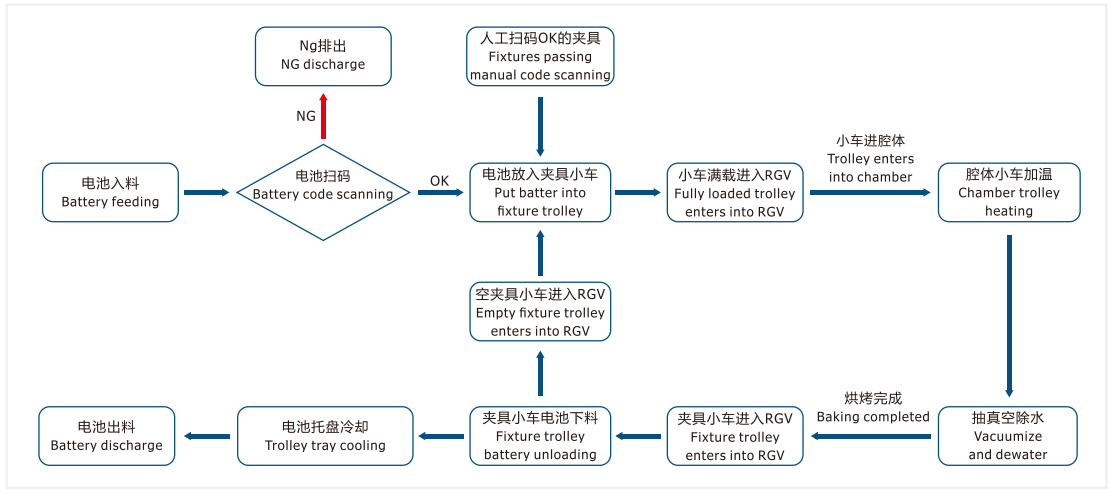
设备特点
试验箱与夹具小车独立工作,互不影响,可降低故障时的产能损失;
腔体真空漏率在4PaL/s以内,极限真空为1Pa;
治具小车各层热板单独控制,保证热板温度±3℃;
箱体内部分布有镜面反射器,外面覆盖隔热棉,箱体外壁温度最高比室温高5℃;
配备维修站,实现治具小车离线维修;
在封闭环境中操作,只需在卸料区和冷却区通入干燥空气,不需干燥室,从而降低能耗;
单元烘烤信息与OR代码关联,上传至MES系统。
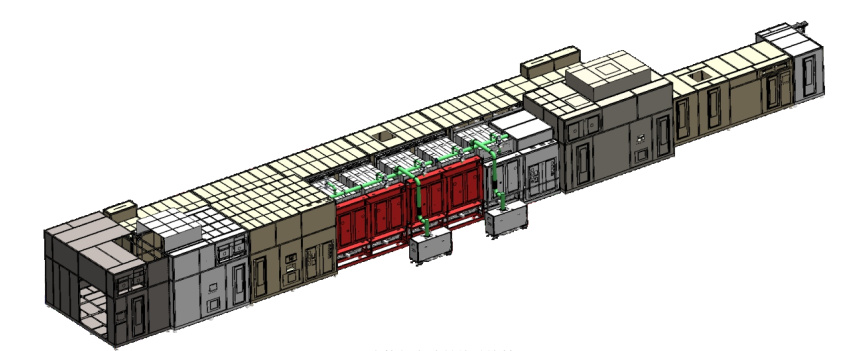
设备应用(刀片电池)
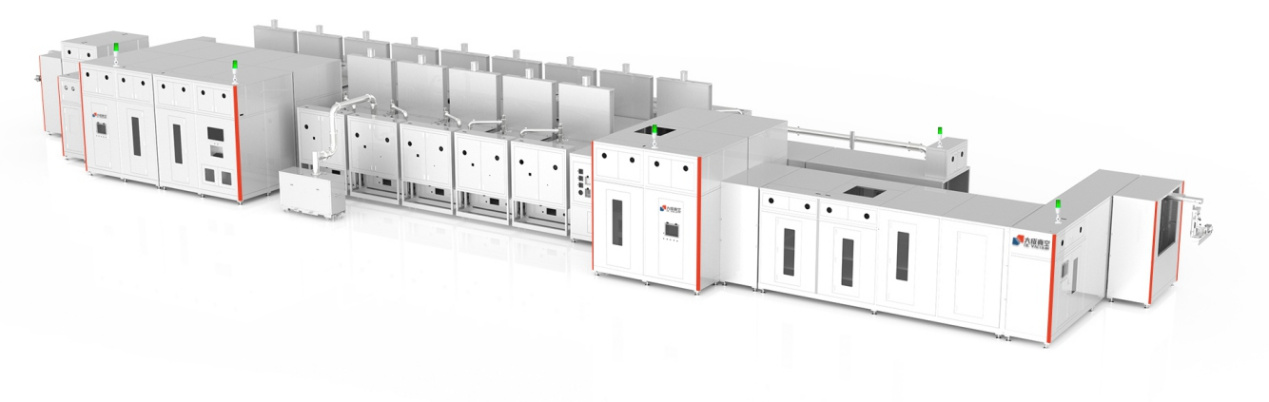
刀片电池单体炉烘箱
装车前扫描二维码自动剔除NG电池,防潮电池自动组装,全线密封,只需在卸车区和冷却区通入干燥空气,即可保证露点,降低干燥空气能耗。
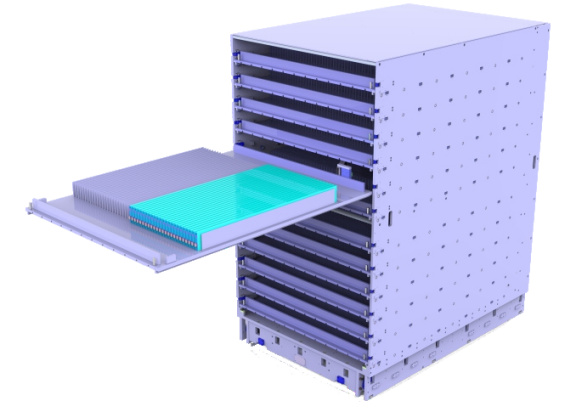
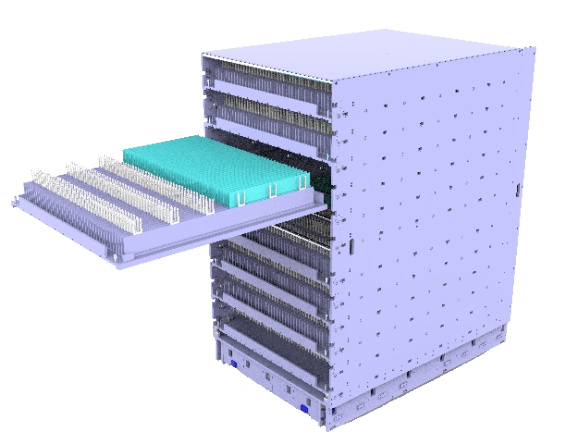
刀片电池治具小车
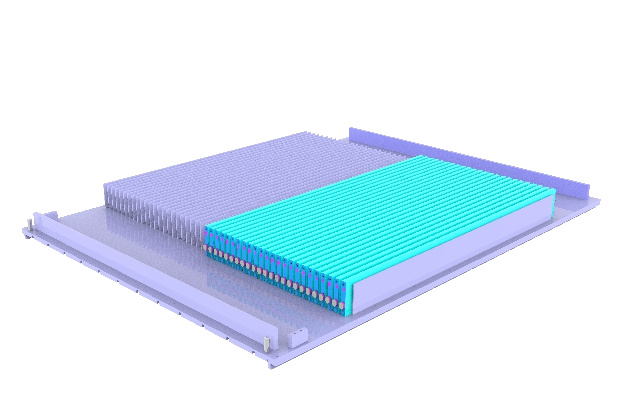
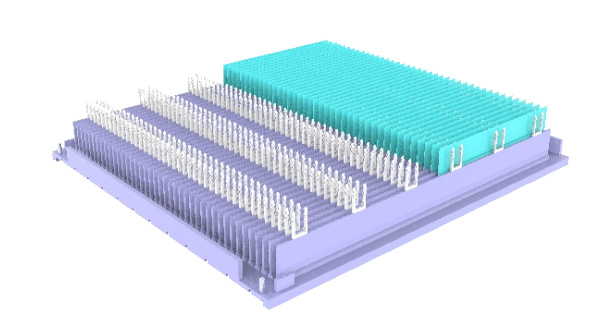
加热板
抽屉式多层加热板夹具,刀片电池垂直放置于加热板上。夹具竖直侧板不仅可以定位电池,还有助于加速电池升温。电池与加热板粘合,可快速升温至所需温度。
技术参数
设备尺寸:W= 30000 mm;D= 9000 mm;H= 4500 mm
兼容电池尺寸:L= 150 ~ 650 mm;H= 60 ~ 250 mm;T= 10 ~ 25 mm
水分含量:<150 PPM
处理时间:300~480分钟
设备效率:30 PPM
整车电池容量:700~800PCS
允许真空室数量:6~12个
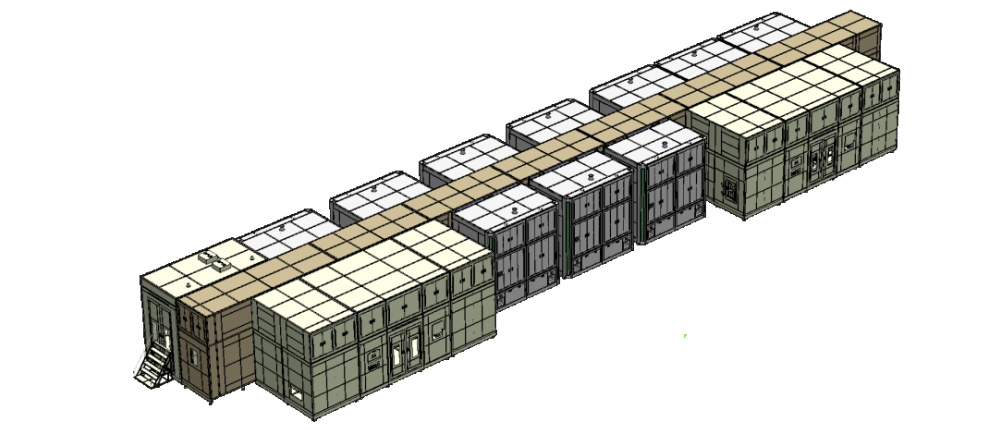
设备应用(大容量软包电池)
大容量软包电池单体炉
装料钳一次性抓取20个电池,确保整线生产节拍大于20ppm,钳子抓取电池时,气囊不会对电池极体造成损伤。
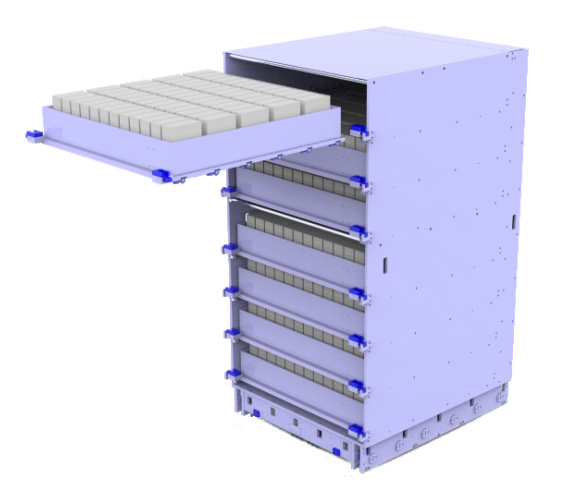
大容量软包电池夹具小车
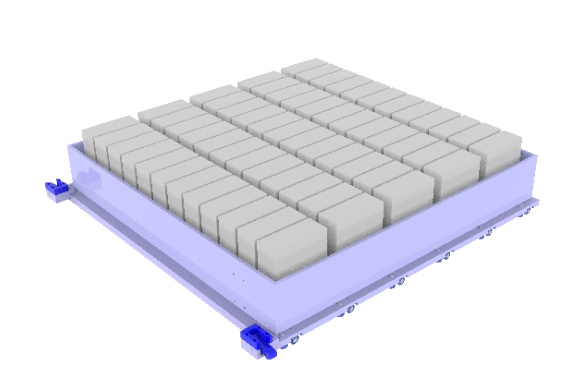
加热板
抽屉式多层加热板夹具;大容量软包电池垂直放置于加热板上。夹具的垂直侧板不仅可以定位电池,还有助于加速电池升温。专用气囊支撑机构,定位气囊,并实现自动装卸。
技术参数
设备尺寸:W= 30000 mm;D= 9000 mm;H= 4500 mm
兼容电池尺寸:L= 150 ~ 650 mm;H= 60 ~ 250 mm;T= 10 ~ 25 mm
水分含量:<150 PPM
处理时间:300~480分钟
设备效率:30 PPM
整车电池容量:700~800PCS
允许真空室数量:6~12个
设备应用(方壳电池)
方壳电池单体炉烘箱
装车前,扫描OR码自动剔除NG电池,并进行湿润处理,机器人抓取整排电池进行组装,调度系统效率可达20~40PPM。
方壳夹具小车
加热板
抽屉式多层加热板夹具;方壳电池垂直放置于加热板上。电池设有垫片定位,电池间距较小,可提高空间利用率和热效率,提升小尺寸电池的容量。电池与加热板粘合,并在其周围增加辅助加热,可快速加热至所需温度。
设备尺寸:W=34000mm;D=7200mm;H=3600mm
兼容电池尺寸:L=100~220mm;H=60~230mm;T=20~90mm;
水分含量:<150PPM
处理时间:240~560分钟
设备效率:40PPM
整车电池容量:220~840PCS
允许真空室数量:5~20PCS
设备应用(圆柱电池)
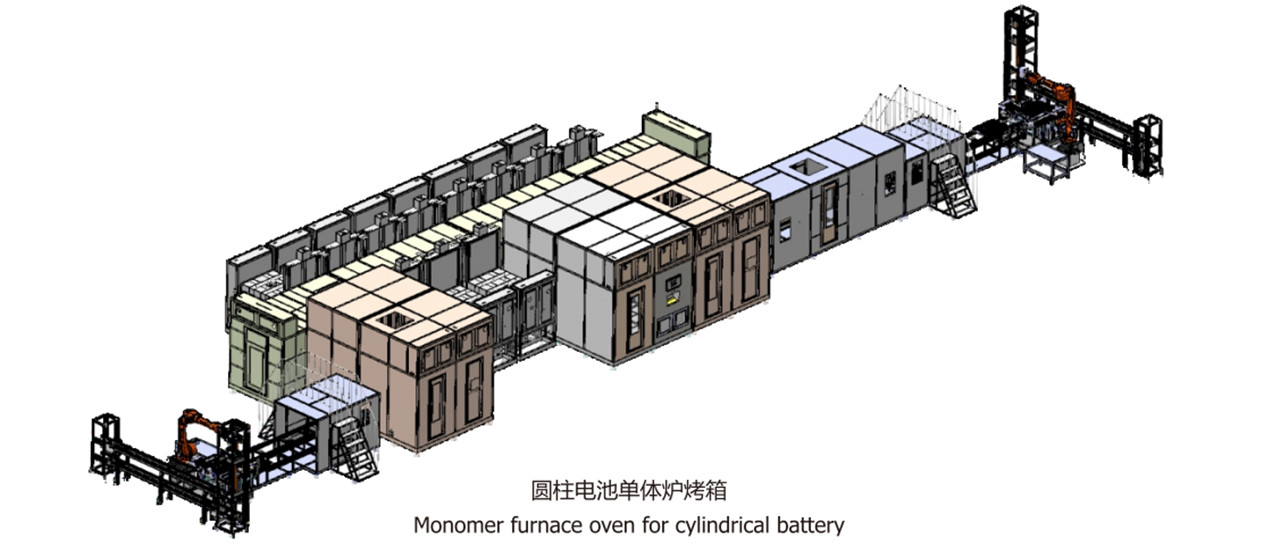
方壳电池单体炉烘箱
单室装填电池数量多,设备效率高,兼容多种电池尺寸,更换方便快捷。
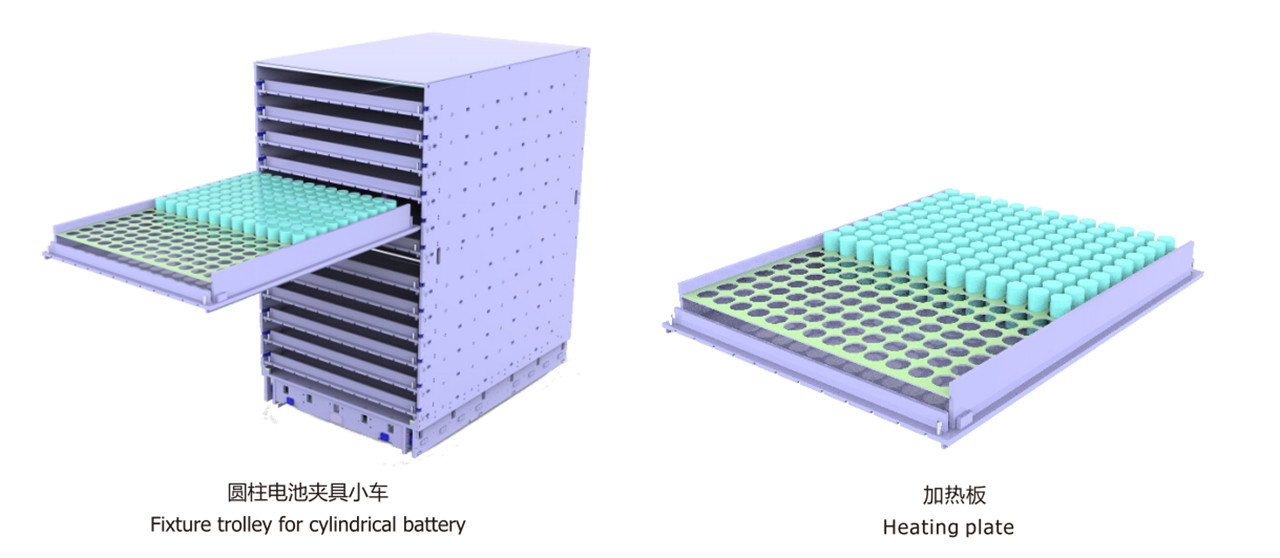
抽屉式多层加热板夹具,圆柱形电芯通过定位夹具垂直固定在加热板上,侧面辅助加热板可加速电芯升温。
技术参数
设备尺寸:W= 30000 mm;D= 9000 mm;H= 4500 mm
兼容电池尺寸:L= 150 ~ 650 mm;H= 60 ~ 250 mm;T= 10 ~ 25 mm
水分含量:<150 PPM
处理时间:300~480分钟
设备效率:30 PPM
整车电池容量:700~800PCS
允许真空室数量:6~12个



测量仪.png)






